 낙사우 진공 코팅 공정 - 낙사우 AM
낙사우 진공 코팅 공정 - 낙사우 AM배열
PVD 블레이드 코팅 선택 방법 - 2021
다운로드 센터 5550

브론즈 선반 블레이드 코팅
인서트의 특정 모양, 기계 파라미터(공정, 속도 등), 가공할 소재(열처리 공정, 경도 등)에 따라 다른 PVD가 권장됩니다.블레이드 코팅.
최종 고객의 경우 배치 가공 재료가 고정되어 있으며 스테인리스 스틸, 고온 합금 및 기타 특수 블레이드 코팅을 선택할 수 있습니다. 재고를 준비해야 하는 유통업체의 경우 다양한 가공 재료의 요구에 대응하기 위해 범용 코팅을 고려할 수 있습니다.
새로운 플라즈마 강화 아크 소스 기술 플랫폼의 기술적 이점
- 장점 1 - 더 나은 자기장 설계, 더 높은 해리율, 더 적은 물방울, 도금 필름의 더 매끄럽고 섬세한 표면.
- 장점 2 - 더 강력한 아크 소스 에너지, 더 조밀한 필름 입자, 더 높은 코팅 경도
- 장점 3 - 코팅 스트레스 감소, 팁 코팅 제거 불필요
| 코팅 이름 | 색상 | 코팅 경도(HV) | 항산화 온도 ℃ | 마찰 계수 | 코팅 두께 μm | 애플리케이션 권장 사항 |
|---|---|---|---|---|---|---|
| 복합 TiN | 황금빛 노란색 | 2000 | 500 | 0.25 | 2-3 | 범용 강철 가공, 우수한 접착 저항성 |
| TX-S | 황금빛 노란색 | 3500 | 800 | 0.25 | 4-6 | 일반 강철, 주철, 스테인리스 스틸 범용 코팅 |
| AML | 자줏빛이 도는 검은색 | 3300 | 800 | 0.3 | 3-4 | 일반 철강 가공 |
| AMR | 브론즈 색상 | 4200 | 1000 | 0.3 | 2-3 | 스테인리스 스틸, 고경도 소재의 경우 내마모성 및 고온 내성 제공 |
| AMT | 비관적 | 4000 | 1200 | 0.3 | 3-4 | 고경도, 니켈 기반 합금 등 기계 가공이 어려운 소재의 경우. |
낙소 CNC 인서트 절삭 테스트 실험
- 실험:
중단 선삭을 사용하여 다음과 같은 절단 매개 변수로 코팅의 마모 및 내충격성을 확인했습니다:
재질: 718HH(경도 40~42HRC)
Vc = 100m/min
F = 0.25mm/R
Ap = 1mm
건식 절단
강력한 간헐적(4슬롯) 
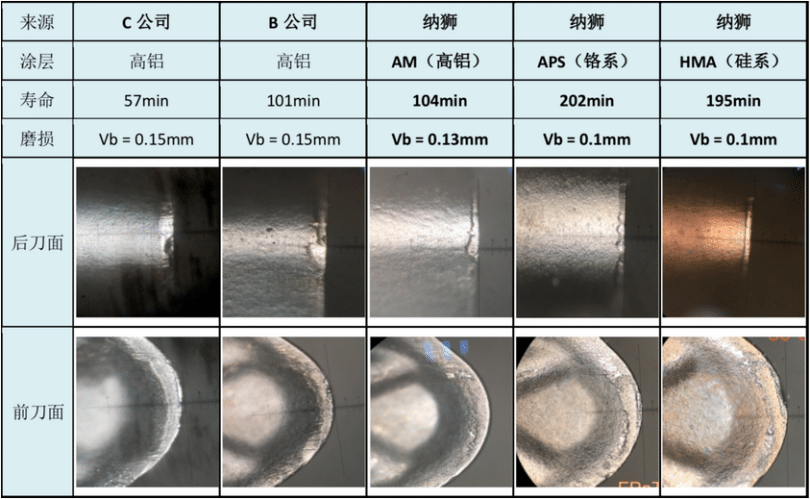
평결에 도달하기
강한 충격 조건의 중속 건식 절삭 황삭, HRC40 금형강 선삭 및 가공에서 낙사우 인서트 코팅은 매우 우수한 내마모성 및 내충격성을 보여주었습니다.
동일한 유형의 고알루미나 코팅의 경우, 당사의 HAM 코팅은 전면의 충격 및 내열성, 후면의 내마모성 측면에서 B사 및 C사의 고알루미나 코팅보다 우수한 성능을 발휘합니다.
