 ナクソーの真空コーティングプロセス - Naxau AM
ナクソーの真空コーティングプロセス - Naxau AM配列
工具コーティング不動態化値
最新ニュース コーティング技術と真空成膜装置 4276
工具コーティング不動態化値
工具のバリ取り、平滑化、研磨を行うことで、工具の品質が大幅に向上し、耐用年数が延長されます。
優れた工具コーティングソリューション
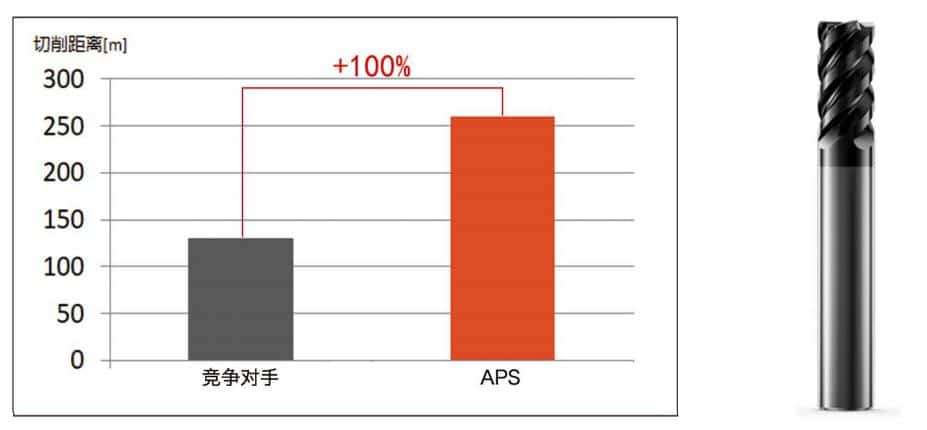
1 コーティングの強度と寿命を飛躍的に向上させる
砥石で工具の刃先を研削した後、さまざまな程度の微細な隙間(すなわち、小さなチッピングやのこぎり)があります。切削加工中、工具の刃先の微細な切り欠きは非常に拡大しやすく、工具の摩耗や損傷を加速させる。工具の不動態化処理は、刃先のバリや欠陥を効果的に除去し、Rコーナーのコーティング結合力を向上させ、工具の寿命を延ばすことができる。
2.溝を研磨することで、ツーリング速度と加工ワーク数を向上。
コーティング前面処理は、工具の凹部を均一に研磨し、表面摩擦係数を低減し、粘着性のある切りくずの状態を効果的に改善し、切りくずが蓄積する腫瘍の形成を抑制します。また、工具と加工材料間の噛み込みの危険性を低減し、40%の切削力を低減し、切削をスムーズにします。
3 工具の加工速度と寿命を向上させるナノスケールの窪みの形成
コーティングされた工具の表面は、表面粗さを増加させる小さな突起「液滴」を生成する。ポストパッシベーションと研磨の後、液滴は除去され、切削中に切削液を吸収することができる多くの小さな穴が残り、工具の潤滑性と放熱性が向上するため、加工速度と耐久性が向上します。
4 デュコート層の応力を低減し、工具表面での摺動とコーティングの結合を改善。
従来のサンドブラストは、DLC、クロムメッキなどの硬いコーティング膜の剥離を引き起こす可能性があります。Naxionの液滴除去研磨プロセスは、コーティング応力を効果的に調整し、コーティング品質を向上させることができます。
ガス流体工具の不動態化技術
1 技術的特徴の説明
NanoShieldのガス流体不動態化技術は、硬度の異なる材料、加工プロファイル、鏡面仕上げ要件、その他の差別化されたニーズに合わせて調整することができます。
2 気流式研削・研磨方法
空気流体研磨技術の原理:
軟質研磨媒体(軟質砥粒)からなる高密度軟質合成材料を使用し、気流で加速することにより、軟質砥粒の力の水平方向の伸びにより、Vx方向の滑り摩擦を得やすくし、摩擦の変形により、摩擦の反復を得ることにより、研磨距離sを得ることができ、軟質基材の弾性により、下図に示すように、極めて小さな研磨圧力Pを得ることができ、接触圧力の分布が均一であるため、極めて小さな研磨量Dpを除去することが可能であり、外部からの潤滑剤を使用することなく、入射角度と速度に調整することができる。下図に示すように、軟質基板の弾性により、研磨圧力Pが極めて小さく、接触圧力の分布が均一であるため、塑性変形により極めて微量のDpを除去することが可能である。
この技術の研磨材によるスライディングスクラビング法と、得られる非常に低い研磨圧力が、従来の乾式および湿式ブラスト法との本質的な違いである。

工具不動態化アプリケーション
- あらゆる種類の金属、セラミック、グラファイト金型、パンチ、ガイドコラム、スライド、複雑な部品の研磨。
- 工具や刃物の刃先のバリ取り、刃先の研ぎ、耐用年数の向上。
- 工具コーティングの液滴を除去し、ストレスを和らげ、摩擦と摩耗を軽減します。
- あらゆる工具の研削面の欠陥や酸化膜を除去し、コーティングの密着性を向上させます。
- その他、機能的または外観的な要求のために研磨が必要な部品や製品。
- 医療、製薬
押し出しタップ: コーティング前に歯の上部をバリ取りすることで、工具コーティングの密着性が向上する。

